
Варю Бримой TIG 200p ac-dc — сталь получается в общемто неплохо варить, а вот алюминий- хрень сплошная.. Правда по факту я сегодня варил первый раз в жизни — год назад на учебе на аргонщика дали под конец сварить кусочек уголка и всё. Собсно в чем беда- образуется очень много грязи и капля присадки нифига не сливается с основным металлом- живет себе отдельной жизнью и все тут. Ну тоесть в результате моих действий она таки сливается, но это не сварка а сплошное мученье. Почему так происходит? Присадка годнаяя — Esab TigRod-овская алюминиевая за тонну бабла. Алюминий грязный? Зачищать надо? Ну вроде профиль у меня чистенький был.. Аргон грязный? Руки кривые? Настройки Бримы левые?
1. Настройки сварочника (Ac-Dc — перекинут не туда, это я уже потом). Главных, как я понимаю, ручек для алюма три- частота импульса, длительность импульса и баланс полупериодов- они как раз заведуют разрушением окислов одной из полуволн переменного тока.. Попробовал на разных их положениях- ну да, гдето лучше разрушается, гдето хуже. В итоге получилось что все их выкрутил на максимум. Снедают сомнения правильно ли это..

2. заготовки нарезал болгаркой

3.

4.
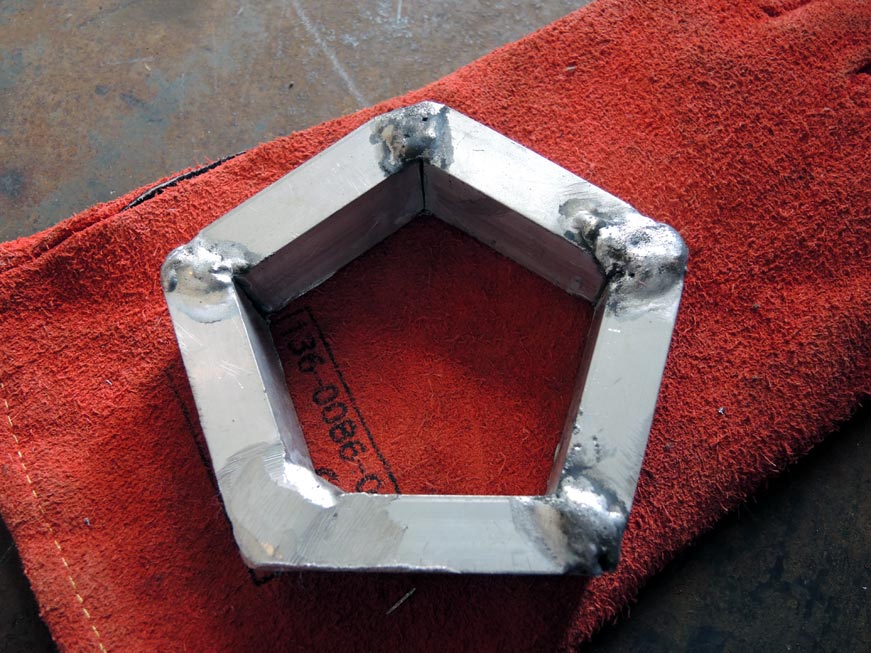
5. Вот такая вот грязища всплывает и недает металлу присадки сливаться в экстазе с деталью:

6.

7.

8.

9.

10.














10 комментариев
Заезжал на работу, померить сальники. Заодно поварил, немного, твоим аппаратом.
А еще, повтыкал электродов разной толщины. Знаешь, что скажу — подозрения, что силлибилли не мог сварить 60-футовый кат одним ТИГом, оказались совершенно беспочвенными. Если заправить самый могучий электрод, сопло десятку, и дать 90 ампер, наш лист четверки проваривается быстрее, чем если бы варить сталь простым электродом…
И еще.
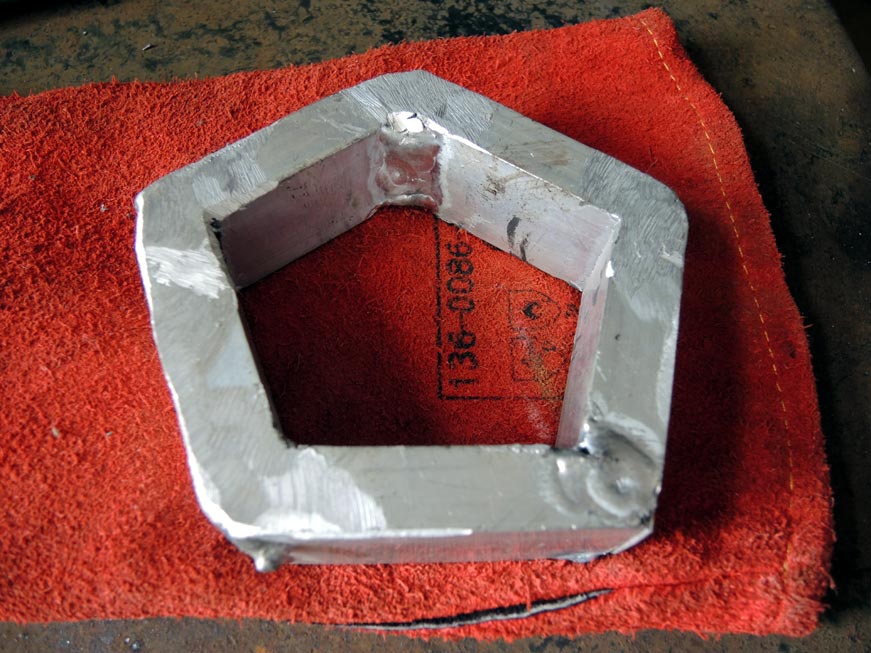
Каждый электрод соответствует своей силе тока. На электроде 1.6 надо варить 20-30А, на среднем 50, на самом толстом 75-90. Тогда получается красиво. Вот ты варил этот пентагон, наверняка, средним электродом. А кромки тонкие, и ток выкрутил на минимум, чтобы не прожечь. Наступило несоответствие электрода и сопла току. М.быть, поэтому и закипело?
Да, разные диаметры я непробовал, надо будет попробовать разными поварить..
чтоб присадка не скатывалась в шарик и хорошо сплавлялась с деталью необходимо чтобы перед попаданием в зону ванны она имела электрический контакт с деталью (т.е. она должна соприкасаться с деталью). иначе присадка окисляется. если же она соприкасается с деталью перед расплавлением то её очищает катодное распыление. присадку желательно подавать под малым углом к детали, так удобнее (порядка градусов 20).
Ага, спасибо. Както я упустил из виду что катодное распыление работает только при контакте, да..
еще грязь может лезть из некачественного основного металла. попробуйте без присадки прогнать валик. бывает грязный аргон или проблемы с газовым трактом.
Да, мы чистили металл и меняли аргон. Вывода два- было мало катодного распыления- надо довернуть ручки чтобы было больше соответствующей полуволны, и в длинных шлангах от редуктора до горелки аргон замещается воздухом и когда начинаешь варить прет чернота- до тех пор пока не выдуется воздух.
По поводу замещения аргона воздухом. Увеличте настройкой «газ до сварки».
Забыл сказать: баллоны чистят (дробеструят) там же где заправляют (то есть не сами это делайте, а оплатите услугу) если что у меня есть знакомые, кому это можно поручить.
не должен там аргон воздухом замещаться, ищите дыру, иначе будете иметь периодические неприятные сюрпризы.
Максим, скорее всего дело в баллоне. Баллон надо отдробеструить и помыть спиртом, затем раза три перезарядить аргоном. Баллон лучше свой отдавать на зарядку. Так надёжнее.